Учимся сваривать металл: от азов сварочных работ до обучения технике сварки. Самодельная мини сварка в домашних условиях Как надо сваривать
Это небольшой мастер-класс по ручной дуговой сварке. В статье мы постарались уделить внимание самым распространённым проблемам и вопросам, с которыми сталкивается начинающий сварщик.
Подумывая о приобретении сварочного аппарата «для дома, для дачи», многие обыватели отказываются от этой затеи, так как сомневаются в том, что смогут самостоятельно освоить премудрости электродуговой сварки. Все знают, что высококвалифицированные сварщики — это творцы, отдельная каста мастеровых. Между тем реальность такова, что бытовое строительное применение сварки в подавляющем большинстве случаев не требует особого качества шва, а сварные соединения, по сути, просто заменяют разборные болтовые/винтовые сборки. При этом, конечно, начинающему мастеру не стоит браться за сварку, допустим, водопроводной трубы или нагруженной фермы перекрытия, ибо последствия могут быть очень неприятными.
Лучший способ научиться варить — это записаться на соответствующие курсы. Также полезно просто некоторое время поработать с опытным мастером, чтобы наглядно, в режиме реального времени наблюдать за его действиями, помучить вопросами и перенять основные технические приёмы. Но даже это необязательно, базовой теоретической подготовки может быть достаточно, чтобы выйти на улицу и самому начать учиться. Особенно, если, выбирая источник сварочного тока, вы отдали предпочтение инверторам, которые на данный момент наиболее практичны и очень многое прощают новичку. Вопросы выбора сварочного оборудования мы уже рассматривали в статье «Как выбрать сварочный инвертор. Советы профессионала» . Далее мы поведём разговор о самом распространённом типе сварки — ручной электродуговой (ММА), предназначенной для соединения деталей из углеродистой конструкционной стали с применением штучных покрытых электродов.

Подготовка к сварке
Чем нужно укомплектоваться
Экипировка
Сварка является довольно вредным для человека процессом, поэтому мастер должен позаботиться о своей защите. Начать нужно с одежды. В продаже имеются огнестойкие костюмы сварщика, а также различные накидки, фартуки и т. п. Отдельно защищаются руки, для этих целей потребуются специальные краги, рукавицы или перчатки. Не стоит забывать об обуви, которая должна быть высокой, чтобы накрываться брюками, и термостойкой, чтобы выдерживать попадание горячих искр. Самое главное — защита зрения. Для этого разработаны так называемые светофильтры, которые, будучи установленными на маске, способны уберечь глаза от вредных излучений, но позволяют чётко видеть сварочную ванну. Они имеют номера и разделяются по затенённости. Затенённость светофильтров выбирается в соответствии с условиями работы (интенсивность дуги). Многие мастера очень полюбили маски со светофильтрами типа «хамелеон». Кое-что из экипировки, обычно это маска или перчатки, производители аппарата могут включать в комплектацию, но далеко не всегда эти девайсы нормального качества.

Высоковольтные провода
Кроме самого сварочного аппарата (источника сварочного тока), необходимо иметь провода для передачи питания на электрододержатель и зажим массы (клемма заземления). Это специальные медные проводники большого сечения, рассчитанные на определённую силу тока — чем больше ток, тем крупнее провода, и тем на более высокий ток они рассчитаны. В бытовых условиях, где используются сравнительно маломощные инверторы, вполне подойдут проводники, рассчитанные на ток до 200 А, длиной 2,5-4 метра. Как правило, эти провода идут в комплекте, но иногда их нужно покупать отдельно.

Переноска
Чтобы подключить инвертор в сеть (помимо надёжной заземлённой розетки на 25 А, запитанной через качественный автомат) почти всегда нужна переноска. Сечение каждого её проводника не должно быть менее 2,5 мм 2 . Её длина может доходить до полусотни метров, но чем она короче, тем более точный ток будет получен на выходе. В любом случае удлинитель необходимо полностью размотать с бобины, чтобы он не перегревался.
Вспомогательный инструмент
При сварочных работах всегда пригождается УШМ («болгарка»), лучше и «большая» и «маленькая». В качестве оснастки следует запастись как отрезными, так и шлифовальными абразивными дисками. Для зачистки деталей нужна металлическая щётка. Для удаления шлака потребуется молоток. Чтобы надёжно зафиксировать свариваемые детали между собой очень удобно воспользоваться металлическими струбцинами, из-за температурных вредностей пластиковые не подойдут. Давайте сразу упомянем и о подмостях, которые вчистую обыгрывают любую стремянку. Они нужны, чтобы в полной мере контролировать процесс сварки по месту и послужат рабочим местом, если варить детали «на столе».

Электроды
Классификация электродов для сварки ММА весьма обширна. Большинство задач мы сможем решить с помощью таких популярных марок, как АНО, ОЗС, МP, которые хорошо подходят для сварки постоянным током инвертора. Что касается диаметра стержня, то наш размер — это «двойка» и несколько реже — «тройка». Следует понимать одно золотое правило: диаметр электрода выбирается по толщине металла свариваемых деталей, а уже от диаметра электрода выбирается сварочный ток. Это основной, базовый критерий, хотя учитывается также химический состав металла, форма кромок, тип соединения деталей, положение сварочного шва в пространстве.

Ориентировочно, для металла толщиной от 1,5 до 3 мм нужно взять электрод диаметром 2-2,5 мм. Тройкой варят металл до 5 мм по толщине — и это будет наш предел, более массивные детали нам будут неподвластными, так как электрод просто не прогреет металл деталей. Электроды в 4 мм внутридомовая сеть не потянет (сила тока близка 200 А, а нагрузка приближается к 5 кВт — выключится автомат), да и редко бывают нужны его возможности. О том, какую силу тока выставить, читайте ниже.
Как подготовить детали
Обработка шва
Зону стыковки двух деталей, где будет формироваться сварочный шов, следует очистить от загрязнений и влаги, также с кромок нужно с помощью металлической щётки удалить ржавчину, остатки лакокрасочных составов (металл по паре сантиметров от стыка зачищается до блеска). Если толщина деталей превышает 3 мм, то с кромок рекомендуется снимать фаску, что позволяет добиться хорошего проваривания металлического массива.
Ориентирование деталей
Проще всего выполнять ручную дуговую сварку, если сварочный шов располагается на горизонтальной поверхности (сварка «в нижнем положении»). При таком способе наиболее удобно выполнять контроль сварочной ванной. Сила тяжести действует на расплав сверху вниз, не сдвигая его, она помогает присадочному металлу электрода переноситься в создаваемый пользователем шов. Именно поэтому, если есть возможность, новичку лучше варить на столе, а уже затем укрупнённые детали собирать «на месте».

Вертикальное положение сложнее, но встречается часто, при этом способе ориентирования варить приходится или вертикально, или горизонтально на вертикальной плоскости. В первом случае шов чаще всего ведут снизу вверх, но для тонкого металла лучше двигаться сверху вниз — так он меньше прогревается и меньше опасность прожига. А особенность второго типа сварки (горизонтально на вертикальной поверхности) заключается в том, что сварочную ванну «протягивают» перпендикулярно силе тяжести, поэтому, чтобы металл не вытекал, количество расплава (размер сварочной ванны) должно быть минимальным, дугу выдерживают максимально короткой.

Потолочная сварка по понятным причинам самая сложная и малопроизводительная, непрофессионалу лучше за неё не браться.
Нужно также отметить, что при сварке детали могут различными способами располагаться друг относительно друга. От этого выделяют несколько типов сварки: встык, внахлёст, угловая, тавровая. Сварка встык выполняется «почти прямым» электродом, в остальных трёх типах электрод будет наклонён, так как проварить нужно две детали, расположенные во взаимно перпендикулярных плоскостях. Есть проблема: например, если угловое соединение деталей расположить на столе обычным способом, то в сечении мы видим литеру L, то есть нижняя кромка будет из-за силы тяжести больше попадать в зону сварочной ванны. Именно поэтому есть смысл расположить детали «в лодочку» (сечение в виде V), тогда обе кромки хорошо проварятся.
Какой ток выставить
Мы уже говорили, что сварочный ток подбирается в зависимости от толщины электрода. Для начала вам нужно иметь ввиду, что технически ограничен только нижний предел тока. Например, используя двойку, чтобы получить хороший шов, нужно поставить переключатель силы тока на 70-80 и более ампер (чем выше, тем скорее сгорит электрод). Для тройки подойдёт ток от 100 до 140 А, четвёрка — 160 А. Для начала попробуйте ток чуть выше минимального, а уже при необходимости поднимайте его значение. Есть хороший способ понять, правильно ли вы выбрали силовой режим: звук сварки должен напоминать потрескивание, а не бульканье или гудение.

С какой полярностью подключить держатель электрода и массу
Инвертор работает от постоянного тока, поэтому позволяет подключить высоковольтные провода в два положения, на электрод или массу можно подать «плюс» или «минус». Если на электроде плюс (обратная полярность), то он греется сильнее, а если минус (прямая полярность) — то деталь. Обратная полярность используется чаще, она характерна для традиционной сварки. Прямая полярность используется для сваривания листового металла в высоком темпе со специальными электродами .
Работа со сварочной дугой
Выполнив все подготовительные работы, можете приступить к тренировке. Расположитесь максимально удобно, лучше сядьте, обопритесь на стол, держите зажим электрода двумя руками. Далее рассмотрим основные движения и приёмы на самом простом — сварка в нижнем положении, детали встык, электрод двойка, металл листовой (или пластины), кромки прямые без фасок, шов прямолинейный однослойный. Пункты пойдут примерно по порядку выполнения работ, но некоторые действия осуществляются одновременно. Каждый пункт не обязательно обозначает действие, это — важный момент, на который следует обратить внимание.
1. Поджиг. Чтобы появилась (зажглась) дуга, следует выполнить чиркающее движение электродом по детали, будто спичкой. Чиркать нужно по направлению шва, чтобы заготовка не была испорчена. Сам электрод необходимо слегка наклонить относительно вертикали (примерно на 30 градусов).

2. Контроль дуги, формирование сварочной ванны. Как только дуга разгорелась — подводим её к началу шва и ждём расплавления металла. Сначала под электродом в течение 2-3 секунд появляется красное пятно, это горит флюс. Затем можно наблюдать появление желто-оранжевого пятна, на котором виднеется рябь — это расплавился металл.
3. Положение электрода при формировании сварочной ванны. Электрод располагается почти вертикально, слегка наклонён в сторону направления шва (на 25-40 градусов). Между электродом и деталями нужно выдержать расстояние около 3 миллиметров, обычно для этого обмазкой касаются метала свариваемых заготовок.

4. Формирование шва, управление сварочной ванной. Итак, признаком появления сварочной ванны является возникновение оранжевого пятна с подрагивающей поверхностью. С начала поджига дуги ванна (расплав металла) появляется через 2-3 секунды, и мы должны переместить электрод на один-два миллиметра по направлению нашего шва. Затем снова ждём появления оранжевого пятна, теперь на это будет уходить менее секунды. Так постепенно, миллиметр за миллиметром, и двигаемся.
5. Положение, тип движения электрода при формировании шва.
Во-первых, нужно всегда держать корректный наклон. Если слишком сильно наклонять электрод, то дуга будет своим потоком отталкивать сварочную ванну назад, делая шов высоким, усложняя прогрев металла. Более вертикальный электрод давит дугой на ванну, распластывая её. Таким образом, наклоном электрода можно манипулировать высотой шва, более корректным считается шов, который по высоте получается заподлицо со свариваемыми поверхностями. Однако следует учесть, что при существенно наклоненном электроде проще визуально контролировать состояние сварочной ванны.

Второе, не забываем выдерживать дуговой промежуток. Дело в том, что электрод расходуется, и его нужно постоянно опускать, как говорят: «макать» в сварочную ванну. Если электрод не приближать максимально близко, то не будет металла для формирования шва, а большой зазор сделает дугу нестабильной. Слишком откровенные касания электродом деталей вызовут короткое замыкание, и на инверторе сработает защита. Возьмите за ориентир высоту, когда при наклоненном электроде вы касаетесь деталей только обмазкой электрода.
Третье, тип движения электрода новичку лучше выбрать прямолинейный, в крайнем случае — с небольшими круговыми (вокруг ванны) и одновременно поступательными движениями. Формируем так называемые «чешуйки», которые перекрывают друг друга где-то наполовину. Лучший шов — с мелкой чешуйчатостью. К слову, всякие там зигзаги и восьмёрки будете осваивать потом, они нужны для работы с толстым металлом.

Четвёртое, скорость перемещения. От несоблюдения этого параметра часто возникают основные дефекты сварки — непровары или прожиги. Числовых решений привести невозможно. Следите за состоянием (цветом) зоны под электродом, двигайтесь плавно, не передерживайте. Останавливайтесь и рассматривайте готовые части шва. Чем тоньше электрод, тем меньше он прогревает металл, и тем медленнее его ведут. Очевидно, что при граничных ситуациях (когда детали можно сварить и тройкой, и двойкой) новичку лучше использовать более тонкий электрод и медленнее его вести. По мере повышения квалификации — увеличивайте ток и применяйте более толстый электрод.
6. Контроль сварочной ванны осуществляется визуально. Смотрите на ванну и на шов позади, а не саму дугу. Исследуйте свой шов, чтобы он был одинаковой толщины и ширины (оптимальная ширина — от 0,8 до 1,5 диаметра электрода) с минимумом дефектов (ГОСТ 30242-97). В бытовых условиях многие дефекты сварки без проблем устраняются дополнительным подвариванием, но только после остывания шва и очистки его от шлака. Для начинающего, пожалуй, всё же лучше работать с существенно наклоненным электродом, чтобы лучше видеть сварочную ванну. Заметим, что не стоит поначалу пытаться проварить шов одной дугой, остановитесь и рассмотрите геометрию (сечение) получаемого шва: чешуйка/бугорок — хорошо; шарик на ножке — малая сила тока; прожиг и кратеры — высокая сила тока, медленное ведение электрода по заданной траектории.
7. Как закончить сварку. В конце шва не убирайте электрод сразу, а сделайте небольшой круг на месте, внося металл, иначе в точке отрыва дуги останется кратер. Отрыв электрода сделайте лёгким чирканьем. После сварки шлак, когда он остыл и почернел, с помощью молотка и жёсткой щётки удаляется со шва. При корректной сварке он отскакивает крупными хлопьями, а в металле шва включений шлака нет.

Эта статья, конечно, не может претендовать на всеобъемлющее руководство, но на некоторые часто задаваемые вопросы от сварщиков новичков мы постарались ответить. Хотелось бы также сказать, что прежде чем начинать обучение, тщательно ознакомьтесь с рекомендациями производителя вашего сварочного аппарата и электродов, а также внимательно изучите правила техники безопасности при проведении сварочных работ . И всё у вас получится.
Сварочный аппарат является довольно востребованным устройством как среди профессионалов, так и среди домашних мастеров. Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Главной деталью любого сварочника, работающего по принципу электродуговой сварки, является трансформатор. Данную деталь можно извлечь из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
Чтобы изготовить мини-сварочный аппарат, понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку несложно найти у друзей, знакомых, соседей и т.д. Главное, чтобы она обладала мощностью в пределах 650-800 Вт, и в ней был исправен трансформатор. Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичку) и вторичную (вторичку).

Вторичка имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, ее требуется убрать и заменить на проводник с большей площадью сечения. Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу.

Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилой первичную обмотку.

Когда катушка будет спилена, ее остатки потребуется извлечь из магнитопровода. Эта задача намного облегчится, если просверлить обмотки для снятия напряжения металла.



Проделайте такие же операции и с другим трансформатором. В итоге у вас получится 2 детали, имеющие первичную обмотку на 220 В.
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Это процентов на 30 увеличит мощность аппарата.

Для изготовления вторички потребуется приобрести 11-12 метров провода. Он должен быть многожильным и иметь сечение не менее 6 квадратов .

Чтобы сделать сварочный аппарат, для каждого трансформатора потребуется намотать по 18 витков (6 рядов в высоту и 3 слоя в толщину).


Можно оба трансформатора мотать одним проводом либо по отдельности. Во втором случае катушки должны соединяться последовательно.



Намотку следует делать очень плотной, чтобы провода не болтались. Далее, первичные обмотки нужно соединить параллельно.

Чтобы детали соединить вместе, их можно прикрутить к небольшому обрезку деревянной доски.

Если измерить напряжение на вторичке трансформатора, то в данном случае оно будет равняться 31-32 В.

Таким самодельным сварочником без труда варится металл толщиной 2 мм электродами с диаметром 2,5 мм.



Следует помнить, что варить таким самодельным аппаратом следует с перерывами на отдых, поскольку его обмотки сильно нагреваются. В среднем, после каждого использованного электрода аппарат должен остывать в течение20-30 минут.
Тонкий металл агрегатом, сделанным из микроволновки, варить не получится, так как он его будет резать. Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора , который является основой агрегата.

Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички , к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм 2 до 4 мм 2 . Но идеальный вариант — это проводник с сечением 7 мм 2 . При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм 2
Очень важно, чтобы проводник для намотки был покрыт тряпичной изоляцией, поскольку традиционная ПВХ оболочка при нагревании плавится, что может вызвать межвитковое замыкание.
Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
Первым делом, изготавливается основа трансформатора – сердечник . Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см 2 = a х b (см. рис. ниже).

Но из практики известно, что если сделать сердечник с площадью меньшей 30 см 2 , то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см 2 . Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.

Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора .

Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Аппарат на постоянном токе
Чтобы варить чугун или нержавейку, требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного агрегата, если к его вторичной обмотке подсоединить выпрямитель . Ниже приведена схема сварочного аппарата с диодным мостом.

Схема сварочного аппарата с диодным мостом
Выпрямитель собирается на диодах Д161, способных выдерживать 200А. Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Инвертор из блока питания компьютера
Сварочный аппарат из блока питания компьютера сделать невозможно. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор , такой как Thermaltake A2016. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отведения тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно сделать аппарат, помещающийся в корпусе БП.
На следующих фото показано, из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.



Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор .
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.

Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки , распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).

Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.

Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.

Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.

- На концах кабеля рекомендуется установить медные наконечники.

- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.


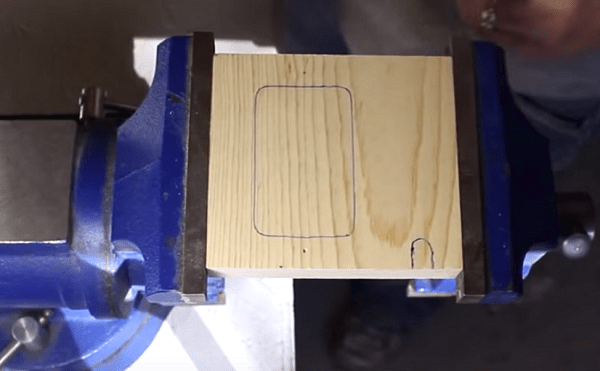
- Далее, следует сделать корпус для аппарата
. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.


- Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.


- На одной части сварочных клещей необходимо вырезать небольшой клин
. Благодаря ему клещи смогут подниматься выше.


- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
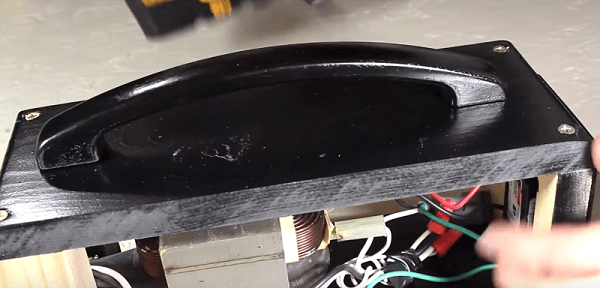
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.

- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.


- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.

- От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.


- Прикрутите выключатель к задней стенке корпуса аппарата.

- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.


- Закрепите на основании трансформатор.

- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки . Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.

- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.

- Далее, закрепите на конце выключатель.

- Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.


- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.


- Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.


- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
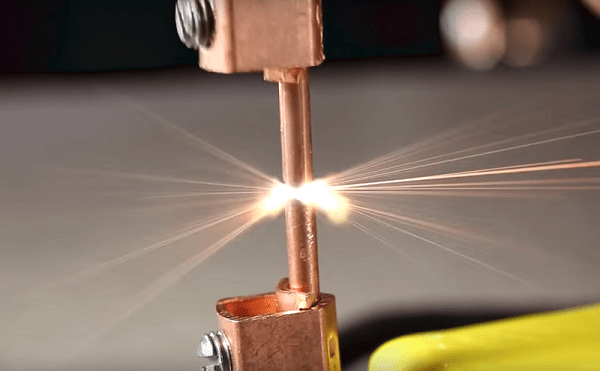
- Для проверки работы агрегата можно взять металлические шайбы и сварить их.


В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Если человек планирует выполнять в бытовых условиях небольшие объемы каких-либо несложных сварочных работ, он вполне может изготовить сварочный аппарат своими руками, не тратясь на приобретение заводского агрегата.
1
Для того, чтобы сделать сварочный агрегат из легкодоступных материалов и деталей, необходимо четко понять ключевые принципы его функционирования и только после этого приступать к сборке. Прежде всего, следует определиться с мощностью тока самодельного сварочного аппарата. Для соединения массивной арматуры, конечно же, требуется высокая интенсивность тока, а для сварки тонких металлических изделий (не более 2 мм) – меньшая.
Показатель силы тока напрямую связан с тем, какие электроды планируется использовать. Сварка листов и конструкций толщиной от 3 до 5 мм производится стержнями 3–4 мм, а толщиной менее 2 мм – стержнями 1,5–3 мм. Если вы будете применять четырехмиллиметровые электроды, сила тока самодельной установки должна быть 150–200 А, трехмиллиметровые – 80–140 А, двухмиллиметровые – 50–70 А. А вот для очень тонких деталей (до 1,5 мм) вполне достаточно тока 40 А.
Формирование дуги для проведения сварки из сетевого напряжения в любом сварочном агрегате получается за счет применения трансформатора. Это устройство включает в свою конструкцию:
- обмотки (первичную и вторичную);
- магнитопровод.
Трансформатор несложно сделать самому. Магнитопровод, например, собирают из пластин трансформаторной стали или иного материала. Вторичная обмотка необходима непосредственно для выполнения сварочных работ, а первичная подключается к 220-вольтной электросети. Профессиональные агрегаты обязательно имеют в своей конструкции некоторые добавочные устройства, которые обеспечивают улучшение и усиление качества дуги, позволяют плавно настраивать показатель силы тока.
Самодельные сварочные аппараты, как правило, изготавливают без дополнительных приспособлений. Величину мощности трансформатора выбирают, исходя из показателя силы тока. Чтобы получить расчетную мощность, нужно умножить показатель тока, используемого для сварки, на 25. Полученное произведение при умножении на 0,015 дает нам требуемый диаметр магнитопровода. А для расчета необходимого сечения обмотки (первичной) следует мощность разделить на две тысячи и умножить полученное значение на 1,13.
С определением сечения вторичной обмотки придется "помучаться" чуть дольше. Ее величина зависит от плотности используемого сварочного тока. При силе тока в районе 200 А плотность равняется 6А/квадратный миллиметр, от 110 до 150 А – 8, менее 100 А – 10. Чтобы установить требуемое сечение вторичной обмотки нужно:
- разделить показатель сварочного тока на его плотность;
- умножить полученное значение на 1,13.

Число витков проводки можно определить, разделив площадь сечения магнитопровода на 50. Еще один важный момент, который нужно знать тем, кто планирует самостоятельное изготовление аппарата для сварки, состоит в том, что сварочный процесс может быть "мягким" либо "жестким" в зависимости от напряжения, имеющегося на выходных клеммах (на их зажимах) агрегата.
Указанное напряжение устанавливает особенности внешней характеристики тока для сварки, которая может быть полого- либо крутопадающей, а также возрастающей. В сварочниках собственной сборки специалисты советуют использовать такие источники тока, которые описываются полого- или крутопадающей характеристикой. В них отмечаются минимальные изменения тока при колебаниях электродуги, что оптимально для осуществления сварки в домашних условиях.
2
Теперь, когда мы знаем главные особенности сварочника, можно приступать к сборке самодельного сварочного аппарата. Сейчас в интернете имеется немало схем и инструкций для выполнения такой задачи, которые дают возможность создавать практически любое оборудование для сварки – на переменном и постоянном токе, импульсное и инверторное, автоматическое и полуавтоматическое.
В сложные технические "дебри" мы вдаваться не будем, и расскажем вам, как сделать сварочный аппарат самого простого трансформаторного типа. Работать он будет на переменном токе, обеспечивая эффективное и вполне достойное по качеству шва сварное соединение. Такой агрегат позволит выполнить любые бытовые работы, при которых требуется сварка металлических и стальных изделий. Для его изготовления понадобятся следующие материалы:
- пара десятков метров толстого (желательно медного) кабеля (провода);
- железо для сердечника трансформаторного устройства (железо должно характеризоваться достаточно большой магнитной проницаемостью).

Сердечник удобнее всего делать стержневым, традиционной П-образной формы. В принципе, допускается использовать и сердечник иной конфигурации, например, круглый из статора любого сгоревшего электрического двигателя, но будьте готовы к тому, что на круглую конструкцию обмотки наматывать намного сложнее. Рекомендованная площадь сечения сердечника для стандартного бытового сварочного агрегата, сделанного самостоятельно, составляет порядка 50 квадратных сантиметров.
Такой площади хватит для того, чтобы установка могла использовать стержни диаметром 3–4 миллиметра.
Большее сечение делать нет смысла, так как агрегат станет намного тяжелее, а вот реального технического эффекта вы не добьетесь. Если вас не устраивает рекомендованная величина площади сечения, вы можете сами рассчитать ее значение, пользуясь схемой, приведенной в первой части нашей статьи.
Первичную обмотку требуется выполнять из медного провода с высокими характеристиками термической стойкости (во время сварки обмотка подвергается воздействию высоких температур). Данный провод, кроме того, должен иметь хлопчатобумажную либо стеклотканевую изоляцию. В крайнем случае, допускается применять провод в резинотканевой либо обычной резиновой изоляционной оболочке, но ни в коем случае не в полихлорвиниловой.

Изоляцию, кстати, можно сделать самостоятельно, нарезав из хлопчатобумажной или стеклоткани полоски двухсантиметровой ширины. Этими полосками вы обматываете медный кабель, после чего пропитываете провод с самодельной изоляцией любым лаком электротехнического назначения. Поверьте, подобная изоляция не перегреется при эксплуатации 6–7 сварочных стержней (при их сжигании на средней продолжительности сварочных работ).
Площади сечения обмоток рассчитываются по принципам, которые были изложены ранее. Думается, с данными расчетами у вас проблем не возникнет. Обычно площадь сечения "вторичного" провода берется на уровне 25–30 квадратных миллиметров, "первичного" – 5–7 (значения для самодельных агрегатов, которые будут работать со стержнями диаметром 3–4 миллиметра).
Также просто определяют протяженность куска медного провода и количество витков для обеих обмоток. А затем начинают наматывать катушки. Их каркас выполняют по геометрическим параметрам магнитопровода. Размеры подбирают таким образом, чтобы на сердечник, изготовленный из текстолита либо картона, используемого в электротехнике, магнитопровод одевался без каких-либо затруднений.
Намотка катушек имеет маленькую особенность. Первичную обмотку наматывают наполовину, затем на нее накладывают и половину вторичной. После этого аналогичным образом обрабатывают и вторую часть катушки. Для улучшения изоляционных свойств желательно между слоями прокладывать кусочки картонных полосок, стеклоткани либо плотной бумаги.

После сборки сварочной установки, сделанной своими руками, ее в обязательном порядке настраивают. Для этого нужно включить ее в сеть и выполнить на вторичной обмотке замер показателя напряжения. Его величина обязана равняться 60–65 В. Если напряжение иное, потребуется смотать (либо домотать) часть обмотки. Такие процедуры придется выполнять до тех пор, пока не будет достигнута указанная величина напряжения.
Первичную обмотку собранного трансформатора соединяют с кабелем внутренней прокладки (ВРП) либо с двухжильным шланговым проводом (ШРПС), который и будет подключаться к сети 220 вольт. Вторичная обмотка (ее выводы) соединяется с изолированными ПРГ-проводами, один из них затем контактирует со свариваемым изделием, а ко второму крепят держатель сварочных стержней. Самодельный сварочный агрегат готов!
3
Любому радиолюбителю в его практике нередко требуется сильно нагреть либо аккуратно приварить ту или иную деталь. Использовать для этих целей обычный сварочный агрегат нет никакого смысла, так как и без него можно достаточно просто и без затрат сформировать высокотемпературный поток.
Если у вас завалялся старый автотрансформатор, который раньше применялся для регулирования напряжения питания советских телевизоров на лампах, его несложно приспособить для создания вольтовой дуги. Для этого нужно подключить между его выводами электроды из графита. Столь нехитрая конструкция даст возможность выполнять простейшие сварочные работы, например, такие:
- ремонт или изготовление термопар: сварочник из автотрансформатора позволяет отремонтировать термопары, у которых ломается так называемый "шарик", иного оборудования для подобных ремонтных работ просто-напросто не существует;
- соединение шин питания с элементом накала обычного магнетрона;
- сварка любых проводов и кабелей;
- подогрев до высоких температур конструкций из (пружин и аналогичных им деталей);
- закалка всевозможных приспособлений, сделанных из (их нагревают при помощи дуги, а затем погружают в машинное масло).

Если вы надумаете изготовить сварочник на базе автотрансформатора, обращаться с ним нужно крайне аккуратно, так как с электрической сетью он не имеет гальванической развязки. Это означает, что неправильное использование самодельного устройства может привести к поражению электротоком.
Для выполнения всех указанных выше "мелких" работ рекомендуется применять автоматический трансформатор с напряжением (выходным) на уровне 40–50 вольт с небольшой мощностью (порядка 200–300 ватт). Подобное устройство способно выдать 10–12 ампер рабочего тока, чего вполне достаточно для сварки проводов, термопар и других элементов. Электроды для описываемого сварочного мини-аппарата – это обычные карандашные грифели.

Лучше, если они будут мягкими, впрочем, карандаши средней и высокой твердости также подойдут. Держатели для таких графитовых стержней можно сделать из старых клеммников, имеющихся на любых электротехнических приборах. Держатель подсоединяют к обмотке (как вы сами понимаете, вторичной) автотрансформатора через один из имеющихся выводов, к ней же, но уже через другой вывод, подключают и изделие, которое требуется сварить.
Ручку электродного держателя несложно изготовить из обычной стеклотекстолитовой шайбы или из иного термостойкого элемента. Напоследок скажем, что дуга на сварочном аппарате из автотрансформатора горит не очень долго. С одной стороны это плохо, с другой – очень даже хорошо, так как непродолжительность ее работы исключает риск перегрева трансформаторного устройства.
Вряд ли кто-то будет сомневаться в важности сварочных работ. Они используются во всех отраслях промышленности. Продвинутые позволяют делать невероятно прочные и устойчивые соединения, а опытные сварщики делают шов ровным и надежным. Но не обязательно быть квалифицированным специалистом, для того чтобы выполнять сварочные работы своими руками у себя дома. Простенький инвертер, чуть-чуть теории -и можно приступать. Давайте об этом и поговорим.
Немного общей информации
Отличный сварщик тот, который в совершенстве владеет сварочным оборудованием. Для того чтобы уметь делать качественные сварные соединения, вовсе не обязательно заканчивать какое-либо учебное заведение, достаточно лишь постоянно практиковаться. В принципе, здесь, как и в любом другом деле, важно пробовать и учиться на собственных ошибках. В целом же производить сварочные работы своими руками в домашних условиях не только интересно, но еще и полезно. При желании вы сможете изготовить поделку, подварить авто и многое другое. Тем не менее, не все настолько просто, как может показаться. Необходимо уметь правильно подобрать режим сварки, скорость, тип электрода и т. п. важные детали. Все это непосредственно влияет на качество сварного соединения. Прежде чем приступать к выполнению работ, желательно ознакомиться с теорией. Давайте начнем с самого простого.

О технике безопасности
Сварочное оборудование - детям не игрушка, это нужно понимать. Даже взрослый должен подходить к инвертеру во всеоружии.
- Во-первых, у вас должна быть спецодежда. Ткань должна быть плотной, защищающей открытые участки тела. Кроме того, вы работаете с высокой температурой, поэтому материал не должен воспламеняться на теле.
- Во-вторых, берегите свои руки. Купите специальные перчатки, так как в процессе работы вам нужно будет придерживать горячую арматуру. И делать это голыми руками, скажем так, болезненно.
- Не работайте во влажных помещениях или там, где есть контакт с водой. Еще со школы мы знаем, что вода и электричество несовместимы.
- Ну, и последнее требование - покупка маски. Сетчатка глаза во время сварки подвергается серьезным нагрузкам, позаботьтесь о своих глазах. Маски обычно бывают разных типов и отличаются по цене. Конечно, удовольствие недешевое, но это обязательный атрибут.
Сварочные работы своими руками: инструкция
Получая свой первый опыт, не используйте те детали, которые вам еще пригодятся. Найдите где-нибудь у себя в гараже кусок металла, который вам не нужен. Это как раз то, что идеально подойдет для первых сварочных работ. Наберите ведро воды и поставьте недалеко от себя, немного позже вы поймете, для чего это нужно. Кстати, варить на деревянном верстаке запрещено, так как может возникнуть пожар. Установите зажим «заземление» на обрабатываемую деталь и заправьте кабель в держатель. После этого выставляйте Этот параметр должен соответствовать диаметру электрода.

Настал один из самых ответственных моментов - поджог дуги. Перед тем как начать, поставьте электрод под углом 55-60 градусов по отношению к обрабатываемой детали. По поверхности медленно проведите электродом, а когда появятся искры, прижмите электрод к заготовке и отведите его до появления зазора в 0,5 см.
Правила работы с электродом
Если вы все сделали правильно, то дуга зажжется. Не забывайте о том, что зазор 0,5 см необходимо держать в течение всего рабочего времени. Если электрод будет слишком приближаться или удаляться, то качество шва будет значительно хуже, нежели должно быть. Что касается скорости перемещения электрода, то во многом она зависит от обрабатываемого металла и его толщины. В большинстве случаев его нужно вести медленно. Если произойдет залипание, то устраняется оно легким качком в сторону. Выполняемые кузовные сварочные работы своими руками (ВАЗ-2106 если взять, к примеру) требуют устойчивой дуги, длина которой будет не менее 3-4 мм. В этом случае получается надежный шов.

В подробностях о технологии
Необходимо знать, что существует сварка с прямой и обратной полярностью. Прямая полярность - это когда к обрабатываемой детали подключен положительный полюс. А обратная, соответственно, отрицательный. Во время выполнения сварочных работ металлический электрод плавится, в результате чего образуются капли электродного металла, которые соединяются с обрабатываемой заготовкой. Кромки последней тоже плавятся, появляется сварочная ванна, откуда образовавшийся шлак выходит на поверхность шва. Сварочная ванна может быть различных размеров. Это зависит от режима сварки, обрабатываемой детали, силы тока и других характеристик. В большинстве случаев её ширина 8-15 мм, глубина - 6 мм, а длина до 30 мм.
Следует помнить, что в результате плавления электрода образуются газы, которые защищают шов от воздействия кислорода и попадания примесей. Удалению вредных включений способствует и шлак. В целом же, не стоит забывать продвигать электрод к сварочному шву по мере его плавления.

Сварочные работы автомобиля своими руками
Машина - это дорогостоящая техника. И, поскольку кузов в большинстве случаев металлический, ей нередко требуются сварочные работы. К примеру, прогнило днище или оторвалась балка. Со всеми этими проблемами можно справиться только посредством сварки. Если вы выполняете кузовные сварочные работы, то помните, что залог успеха - поддержание и перемещение дуги по заданному участку поверхности с одинаковой скоростью. Это непросто, но со временем у вас появится нужная сноровка.
Перемещение дуги, в случае если выполняются кузовные сварочные работы своими руками, может осуществляться по 3 основным направлениям:
- Поступательное перемещение дуги вдоль оси электрода. Так можно эффективно поддерживать необходимое расстояние от заготовки к сварочной дуге.
- Продольное перемещение по оси свариваемого шва. Этот способ необходим для формирования ниточного сварочного валика.
- Поперечные движения - используются для получения шва заданной ширины.
На заметку каждому сварщику
Каждый будущий специалист должен уметь использовать все три направления, описанные выше, для достижения желаемых результатов. Опытные сварщики зачастую самостоятельно определяют траекторию перемещения электрода, в каждом случае индивидуально. Основное требование во время выполнения работ - полное проплавление кромок деталей до образования необходимого количества
Нередко бывает так, что электрод выгорает до самого основания держателя. В этом случае нужно остановить сварку и заменить электрод. После этого работы можно продолжить, но желательно предварительно удалить образовавшийся шлак.
Когда шов обрывается, то на его конце образуется углубление, называемое кратером. Возобновлять работы необходимо на расстоянии не менее 1 см от кратера. В целом же все сварочные работы своими руками (поделки это будут или что-то более ответственное) должны выполняться по уже существующей технологии. Вряд ли нужно придумывать велосипед.

Настройка сварочного аппарата
Перед тем как приступить к работе, необходимо позаботиться о надлежащей настройке оборудования. Чтобы выбрать необходимую достаточно посмотреть на упаковку с электродами, на которой все указано. А вот полярность (прямую или обратную) вам нужно будет выбрать самому.
Для новичка тут существенного отличия нет. Но если провести опрос среди специалистов-сварщиков, то вы услышите примерно один и тот же ответ: для работы с толстостенной заготовкой или при резке воспользуйтесь прямой полярностью. А вот для большей глубины хорошо подойдет обратная. Впрочем, мало кто заметит существенную разницу между полюсами, глядя на готовые швы, поэтому не забивайте себе голову полюсами на первых порах и подключайте классическую прямую полярность. После этого вы можете смело начинать выполнять сварочные работы своими руками. Фото идеального шва, который у вас должен получиться, вы найдете в данной статье.
О преимуществах и недостатках ручной сварки
Вы, как будущий сварщик, должны понимать, что в любом деле есть свои плюсы и минусы. В нашем случае огромный плюс заключается в том, что вы самостоятельно можете заняться небольшим ремонтом у себя дома. Необходимо подварить кузов авто? Для вас это не проблема. Надо только найти подходящий тип электрода, после чего можно смело приступать к работе. Кстати, ручная сварка характерна широким диапазоном свариваемых марок металла. Это возможно, благодаря большому выбору типов электрода. Кроме того, сварочные работы полуавтоматом своими руками могут выполняться в условиях ограниченного доступа, что иногда играет решающую роль.
Что касается недостатков, то они также имеются. Основной заключается в том, что качество шва во многом зависит от квалификации сварщика. Кроме того, по сравнению с другими видами менее производительная и более затратная. Тут же имеют место и вредные выделения (газы) во время работы.
Еще несколько деталей
Вот мы с вами и поговорили о том, как выполняются сварочные работы своими руками. Ворота подварить, создать собственную поделку или сделать качественное соединение больше не будет для вас проблемой. Конечно, никто не гарантирует результат в первый же день. Тут необходимо постоянно тренироваться, желательно на арматуре, которая не будет использоваться. Уделите особое внимание подготовительным работам и первому запуску оборудования. Для этого нужно использовать правильный ток. Скорость же определяется по ходу.

Заключение
Сварка - штука хоть и непростая, но справиться с ней сможет каждый желающий. Это не авиастроение, и тут можно допускать ошибки. Хотя все зависит от того, что и как вы планируете делать. К примеру, при проектировании систем и отопления для выполнения сварочных работ желательно нанять специалистов. Хотя если у вас уже имеется должный опыт, то почему бы и нет? Попытайтесь все сделать самостоятельно. Так вы можете сэкономить существенную сумму и получить драгоценный опыт. В дальнейшем сварка может стать не просто хобби, а даже весьма прибыльной работой. Но на все нужно время и постоянные тренировки.
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.
Перед началом любого обучения необходимо домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
 Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. производится электродами сечением 2 мм.
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала .
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
 Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток . Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
 В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
 Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
От выработки нормального положения держателя электрода зависит качество сварки. Начинающий сварщик должен работать, укладывая швы только в нижнем положении, на толстом металле.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Движения держателем
 Для необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Для необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода. Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Основные правила стыковки деталей
 После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Похожие статьи
-
Почему имя Савва наделяет мудростью и силой своего обладателя?
По ХигируИмя Савва древнееврейского происхождения. Означает: неволя, плен. Маленький Саввушка обычно растет крепышом, ни его здоровье, ни поведение не доставляют родителям никаких проблем: это жизнерадостный, добрый и спокойный ребенок....
-
Замораживаем рыжики на зиму Хранение соленых рыжиков
Вкусные, питательные и полезные рыжики отлично подходят для добавления в повседневные блюда или в качестве изысканного угощения к праздничному столу. Наиболее популярным вариантом их приготовления является засолка холодным способом,...
-
Золотые кони хана батыя - легендарные сокровища, точное местонахождение
из Энциклопедии чудес, загадок и тайн ЗОЛОТЫЕ КОНИ ХАНА БАТЫЯ - легендарные сокровища, точное местонахождение которых до сих пор неизвестно. История коней примерно такова: После того, как хан Батый разорил Рязань и Киев, он...
-
Какую говядину лучше варить
Покупка мяса - это самая существенная часть продовольственного бюджета любой семьи (за исключением вегетарианской). Кто-то предпочитает свинину, кто-то птицу, однако наиболее полезной и питательной считается говядина. Это мясо не самое...
-
Какие социальные сети существуют для общения с друзьями и родственниками
Сегодня соцсети настолько прочно укоренились в нашей жизни, что состав пятерки самых популярных социальных площадок практически не меняется из года в год. Тем не менее, масштабы проникновения и использования этих соцсетей отличаются в...
-
Обзор самых новых лекарств от рака
Предлагаю вашему вниманию простые, проверенные временем, средства народной медицины, которые помогут при онкологических заболеваниях .Звездчатка (мокрица). Сок растения, крепкий настой и отвар применяется для местных ванн и примочек при...